

What is a packaging conveyor machine?
A packaging conveyor machine typically has a series of interconnected conveyor belts, rollers, or chains that move products along a set path within the packaging line. Sometimes they are called packaging conveyor systems or packaging line conveyors.
There are three main types of packaging conveyors: 90-degree turn, incline, and straight.
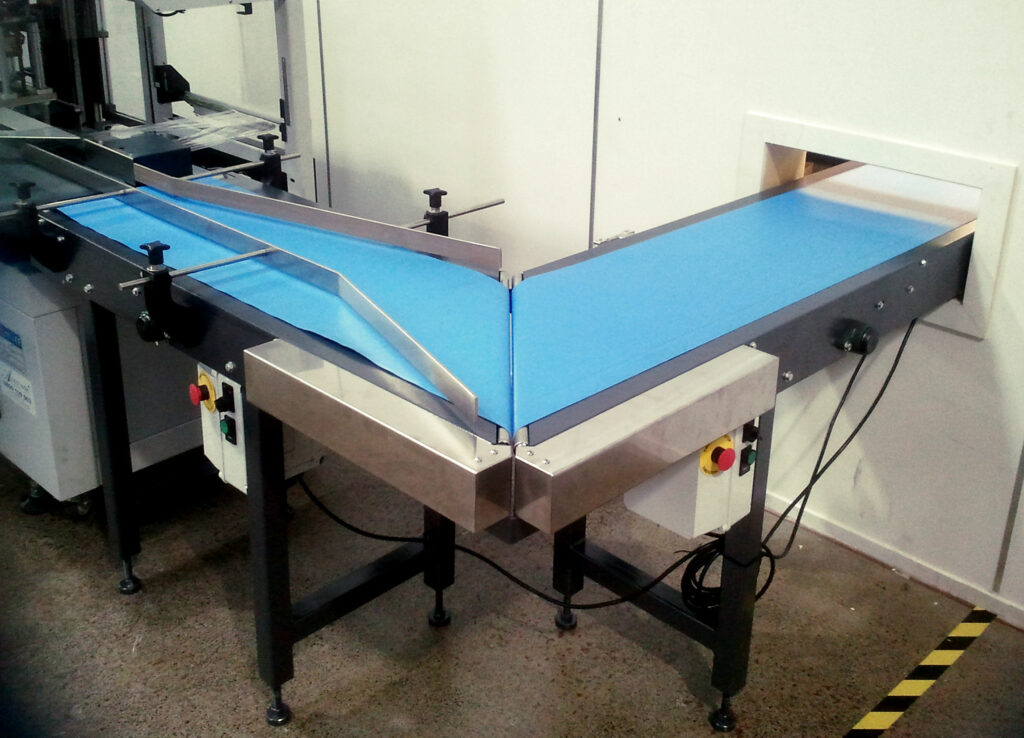
90° Conveyor System
90° conveyor systems, also known as right-angle conveyors, are commonly used in packaging applications where space constraints or production layouts require sharp turns or redirection of the conveyor path. They can be specialised for product transitions and accumulation.
The 90° conveyor system eliminates the need for manual handling or repositioning of items, maintaining a seamless and efficient workflow.
Incline Conveyor System
Incline conveyor systems allow for movement up and down an incline on a production line. Our incline conveyors are designed to fit under form, fill, and seal machines and have cleats for safely transporting irregular shaped products up the incline.
Straight Conveyor System
Straight conveyor systems for packaging move items in a linear manner for packaging, labelling, sorting, or distribution purposes. It can be added to an automated production line or used as a standalone system, depending on the specific requirements of your packaging operation.
How to choose the right packaging conveyor system
To select the conveyor system for your food business you need to take into account things like the size, weight, shape, and fragility of the products you need to move. This will help determine the type of conveyor system that can handle your products effectively.
We recommend you consider the following steps:
- Evaluate throughput requirements: Determine the desired production rate or throughput of your packaging line.
- Consider space constraints: Evaluate the available floor space in your facility.
- Ensure integration with existing equipment: Consider how the conveyor system will integrate with printing, packaging, coding and weighing machines.
- Factor in flexibility and adjustability: Determine if your packaging needs may change in the future.
- Consider cleanliness and hygiene requirements: Choose a conveyor system that is designed for easy cleaning, with materials that are resistant to corrosion, contaminants, or build-up.
- Factor in costs: Consider upfront price, maintenance expenses, and long-term value.
- Choose a reliable supplier: Select a reputable supplier with good support and service.
The easiest way to be sure you get a packaging conveyor system that ticks all of those boxes is to get in touch with us. Our packaging machine specialists will ask you about your products and operations to make sure we can recommend the best conveyor for the job.
